
Tento článek je součástí mnoha materiálů o závodě INTERSKOL-Alabuga, jedné z mála podniků pro výrobu elektrického nářadí a malou mechanizaci v Rusku. Ještě zajímavější je skutečnost, že se jedná o nejnovější výrobní závod v naší zemi, který byl uveden do provozu v roce 2014. V budoucnu se společnost INTERSKOL-Alabuga po zahájení všech 3 plánovaných frontů stane největší průmyslovou továrnou v Ruské federaci schopnou vyrobit až 5 milionů jednotek hotových výrobků ročně, pokrývajících přibližně 25% potřeb domácího trhu s nástroji.
Mezitím mluvme o první fázi závodu, která je od svého uvedení téměř plně funkční. Výkonný, moderní a high-tech podnik, nepochybně si zaslouží nejdůležitější a komplexní studium zevnitř i venku. Vítejte na zítra z elektrického nářadí a elektrického nářadí! 
Všechny materiály:
- "INTERSKOL-Alabuga". Kovové odlitky, obrábění a malování.
- "INTERSKOL-Alabuga". Odlévání plastů, montáž a kontrola kvality.
- "INTERSKOL-Alabuga". Výroba elektromotorů, část 1.
- "INTERSKOL-Alabuga". Nevýrobní oblast.
Tento materiál je pokračováním tohoto záznamu.
Následující výrobní linka změní sloupku na plný rotor. Jedná se o robotický dopravník, na kterém jsou prováděny desítky operací. Většinou je tato část podobná rostlině uvnitř závodu, kde desítky obráběcích strojů pracují v jediném harmonickém komplexu s minimální účastí člověka: na přijímací plošinu je položen prázdný polštář a po chvíli můžete také vyzvednout hotový rotor. 
Polotovary se pohybují podél dopravníku ve speciálních paletách. Před zahájením technologického provozu manipulátor odstraní obrobek z palety, umístí jej do instalace a pak vrátí část zpět na paletu. Obrobek se přesune na další instalaci. 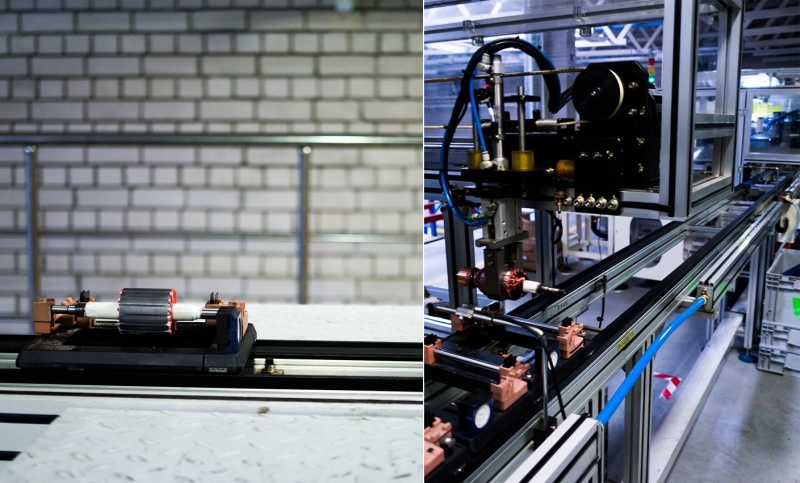
Zvažte některé operace blíže. Pro odkaz: v tomto materiálu nejsou v chronologickém pořadí. Vlevo - bunkr pro izolační podložky, jsou jedním z prvních, které mají být instalovány ve směru dopravníku. Vpravo - instalace pro navíjení rotoru. Je nemožné sdělit krásu a eleganci tohoto procesu prostřednictvím fotografie, ale přiložené video umožňuje plně ocenit rychlost a přesnost navíjecího stroje. 
https://www.youtube.com/embed/F1CaQbVu_hI
V tomto stadiu se instalace kolektorů provádí tak, že se jejich lamely připevní k vinutí (obrázek vpravo). Pro ochlazování bodů pájení se stlačený vzduch přivádí vlnitou modrou trubičkou. 
Další operací je instalace ventilátoru, který je přitlačován na odpovídající hrdlo hřídele rotoru. 
Tyto jednotky jsou zodpovědné za izolaci rotorového obalu, instalaci klínu a odizolování kolektorových lamel. 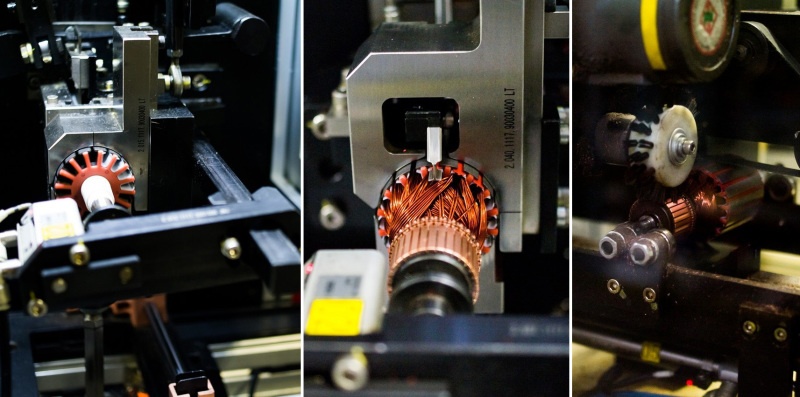
V jedné z komor se provádí laserové značení, sklo okna je tónováno, aby ochránilo zrak obsluhy. 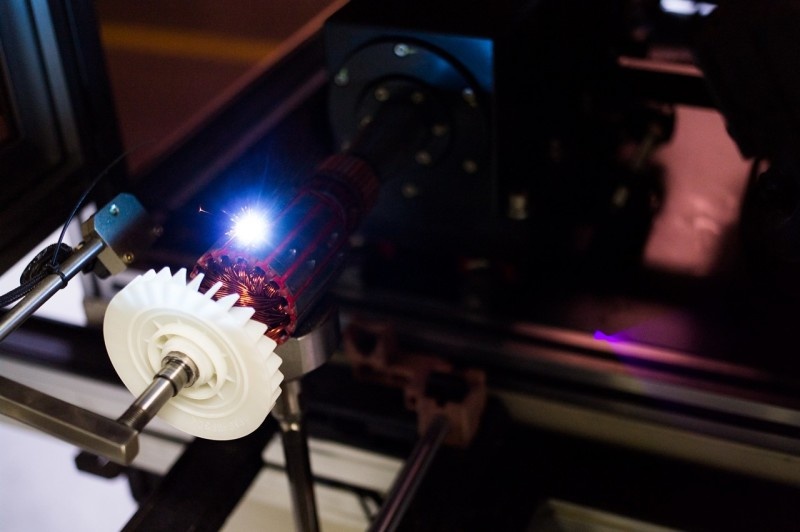
Zde je automatické vyvážení rotoru. 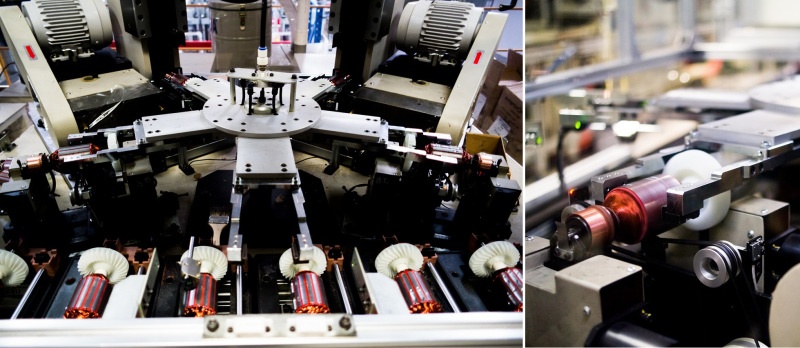
Odkapávací nátěr s lakem je spíše špinavý proces, pro něj je v závodě přidělena samostatná zóna. Podrobnosti jsou vloženy do přijímající komory (fotka vlevo), další postup je automatizován (fotografie vpravo je z pracovní plochy instalace). 
Hotové rotory jsou dodávány do zásoby komponent a odtud do sestavy. Na fotografii je zobrazen rotor v sekci technologického stolu, který kontroluje kvalitu impregnace. 
Stator
Stejně jako rotor začíná stator elektromotoru s jeho základnou - vytáčeným obalem kovových desek. Mimochodem, balíčky kotvy a statoru jsou vyráběny v jednom kroku na vysoce přesném vysokorychlostním lisu, kde se plechy přivádějí z kotoučů. 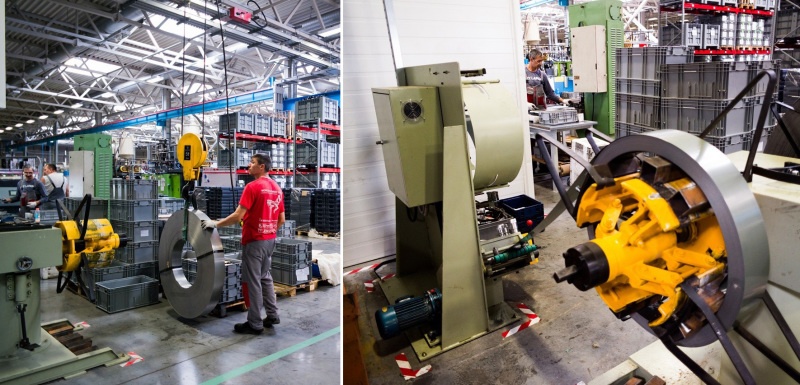
Na snímku je zobrazena pracovní plocha tohoto vysokorychlostního lisu (až 300 úderů za minutu). Výsledkem je, že operátor obdrží hotový balíček statorových desek, které lze pouze stlačit. 
Balík statoru je připraven pro další montáž! 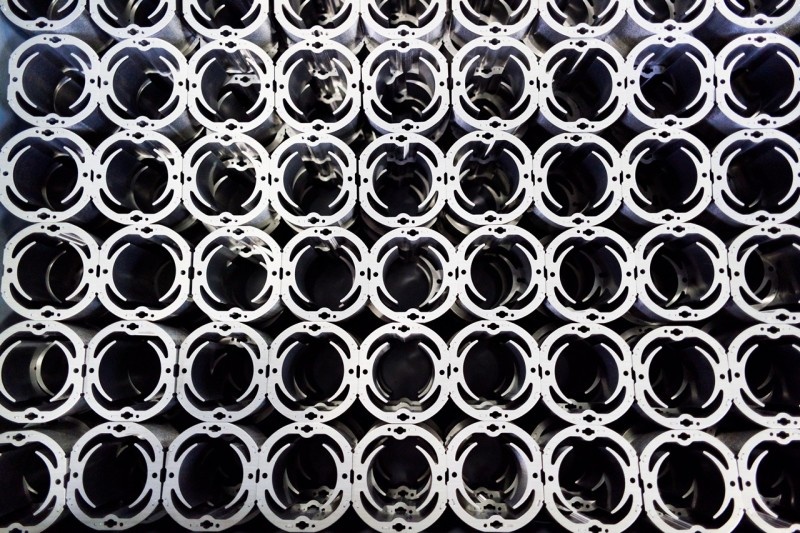
Potom je část odeslána na robotický dopravník, kde je stator sestaven a navíjen. Linka je automatizovaná, operátor potřebuje pouze načíst součásti a odstranit hotovou část elektromotoru. 
Jedním z klíčových procesů je navíjení smaltového drátu. Manipulátor převezme část z dopravníku a přesune ho uvnitř jedné ze stanic automatizované linky. Navíječ provádí vratné pohyby a jeho hlava se otáčí kolem osy a vše se děje velmi vysokou rychlostí. Po dokončení operace vrátí manipulátor část na dopravník, který má být odeslán na následující stanice. 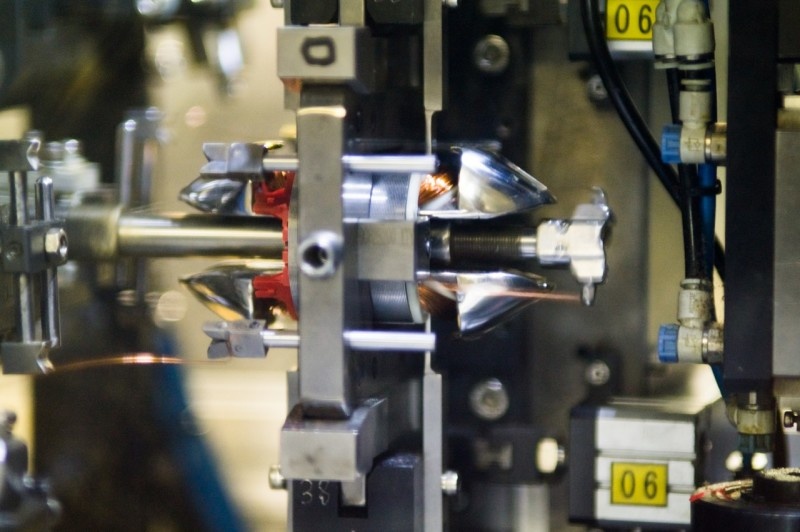
Montované statory jsou namočené v laku na impregnačním stroji. Jejich nakládání a vykládání se provádí ručně operátorem a zbytek se provádí automaticky: části jsou posouvány a namáčeny lakem metodou kapky. 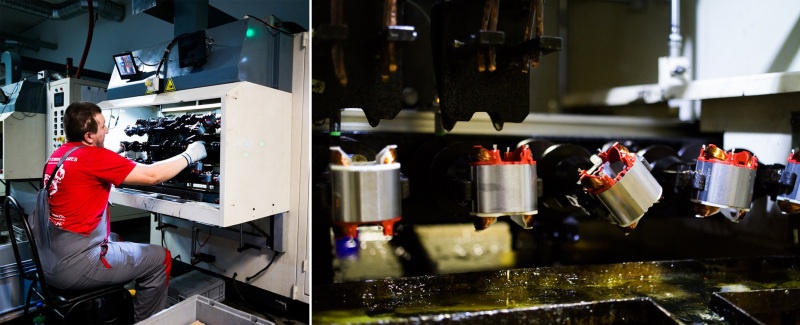
Ve skutečnosti při výrobě statoru jsou prováděny pouze dvě operace ručně. První je zvlnění olověných vodičů: jsou spojeny ručně, po kterém je stator tepelně zpracován, aby se zmenšila izolace. 
Druhá je rezervace vinutí. Operátor spojuje svorky statoru s instalací, která spouští část do lázně a napájí napětí. V důsledku toho se vinutí zahřeje na 50 až 70 ° C a pod vlivem teploty dochází na něm k slinování obvazového práškového povlaku. Přebytečný prášek na magnetickém jádru se snadno odvzdušňuje proudem stlačeného vzduchu. 